Related Names:
Polyimide Film, Kapton HN, Kapton FN, Kapton HPP-ST
Chemical Names:
poly-oxydiphenylene-pyromellitimide)
Manufacturers:
DuPont
|
|
|
Kapton is the brand name of DuPont
polyimide films. Polyimide films are usually thermosetting polymers synthesized by polymerizing an aromatic dianhydride and an aromatic diamine. Kapton films exhibit good chemical resistance, high dielectric strength, and excellent mechanical properties. These desirable qualities hold over a very wide temperature range. These films can be filled, metallized, and coated with adhesive, increasing their utility in more applications and industries. Untreated polyimide films are usually amber in appearance. Among the types of Kapton film available from DuPont , HN, FN, and HPP-ST are the most popular:
1. Kapton HN - all polyimide film with a desirable balance of physical, chemical, and electrical properties over a wide temperature range, especially very high temperatures
2. Kapton FN - a heat sealable grade created by combining Kapton HN with DuPont, Teflon FEP fluorocarbon resin
3. Kapton HPP-ST - the same polyimide as HN with superior dimensional stability and adhesion characteristics over a wide temperature range.
|
Kapton and DLMP Technology
The thermoset chemistry and high temperature resistance of Kapton make it highly compatible with DLMP (Digital Laser Material Processing) technology. The influence that each of Kapton's properties has on the results of DLMP is discussed in detail in the following sections.
The most useful effects of laser energy with Kapton is material ablation and material modification. Each of these processes are discussed in their respective section below.
Ablation of Material
Material ablation is a physical process that removes material. Material is removed completely from the top to the bottom surface or partially from the top of the material down to a specified depth.
Polyimides are excellent absorbers of CO
2
laser energy (wavelength=10.6). When the polymer absorbs laser energy, it rapidly converts optical energy into molecular vibrations (heat). Sufficient heat leads to rapid chemical decomposition and carbonization. Material directly in the laser path is ablated away into vapor and fine particles. The material just outside of the lasers spot or path will conduct some heat, but not enough for complete and thorough combustion and ablation. This area of thermal affect is often referred to as the heat affected zone or HAZ. The HAZ for polyimide films will be black and carbonized. It may also exhibit a very light residue. The best way to remove this black char and residue is to submerge the film in an ultrasonic bath with a common solvent, such as methanol. Alternatively, the material can be wiped with a solvent swab.
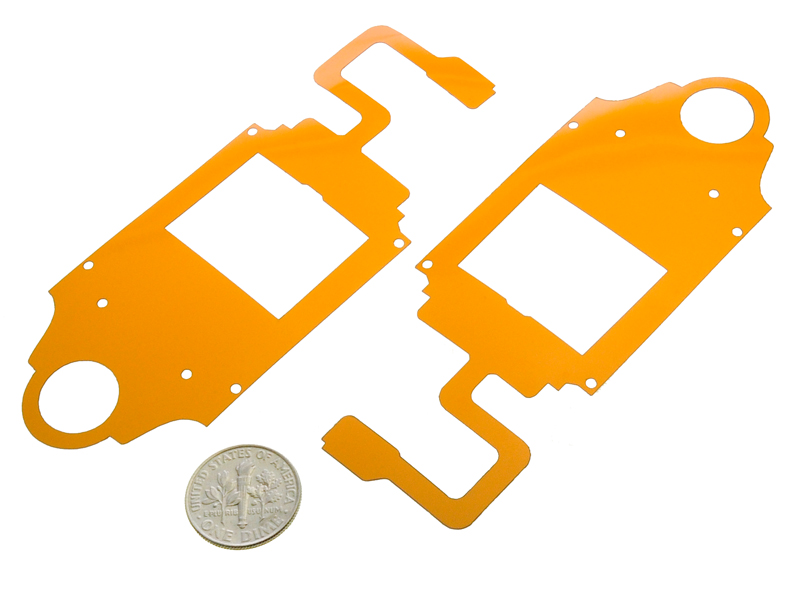
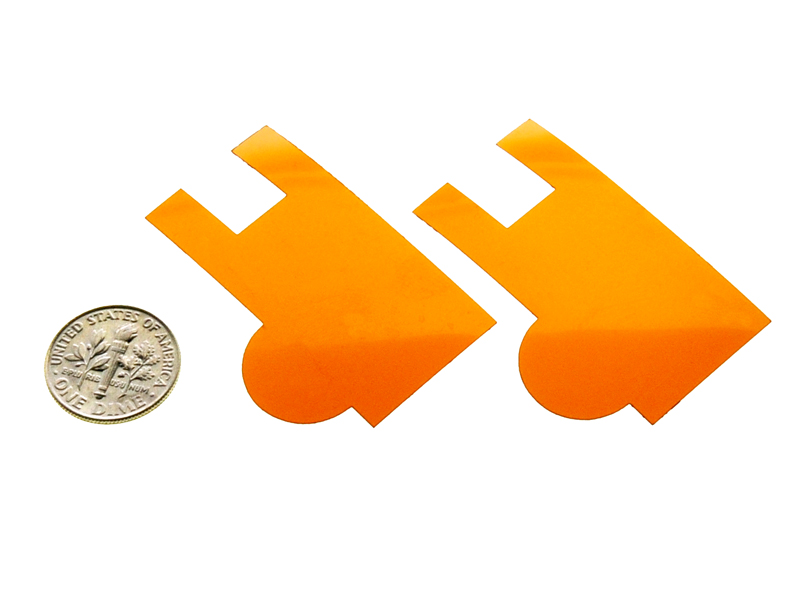
Laser Cutting
Laser cutting is the complete removal and separation of material from the top surface to the bottom surface along a designated path.
Polyimide films such as Kapton are easy to cut using DLMP technology. The edges that result from laser cutting will show a very narrow strip of charred material and residue at the cut edge. In general, charring and residue generation are proportional to material thickness and inversely proportional to laser wattage. Most, if not all, of the decomposed material at the cut edge can be removed in a combination of solvent and ultrasonic bath or swab.
Laser cutting Kapton polyimide film is demonstrated in the example with a slotted square and round holes. The basic capability shown can be extended to nearly any shape, even complex and closely-spaced cuts.
|
|

|
Material Modification
When using DLMP technology to cut material, enough energy is applied to vaporize all of the material directly in the laser path. This leaves a dark residue and is caused by chemical decomposition as previously discussed. By reducing the laser power, polyimide film can be darkened without substantial material removal. This is a type of material modification and is useful for laser marking Kapton products.
Laser Marking
|
|
When the laser energy is used to produce a human- and/or machine-readable identification or information on a material, such as a barcode, date/lot code, serial number or part number, the process is considered laser marking. Laser marking polyimide film will yield a grey mark once excess char is removed.
|
|
|
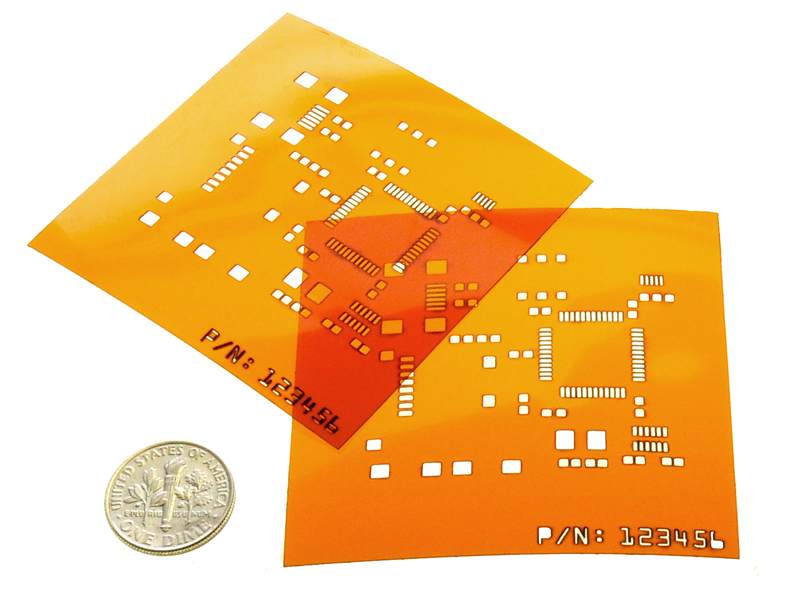
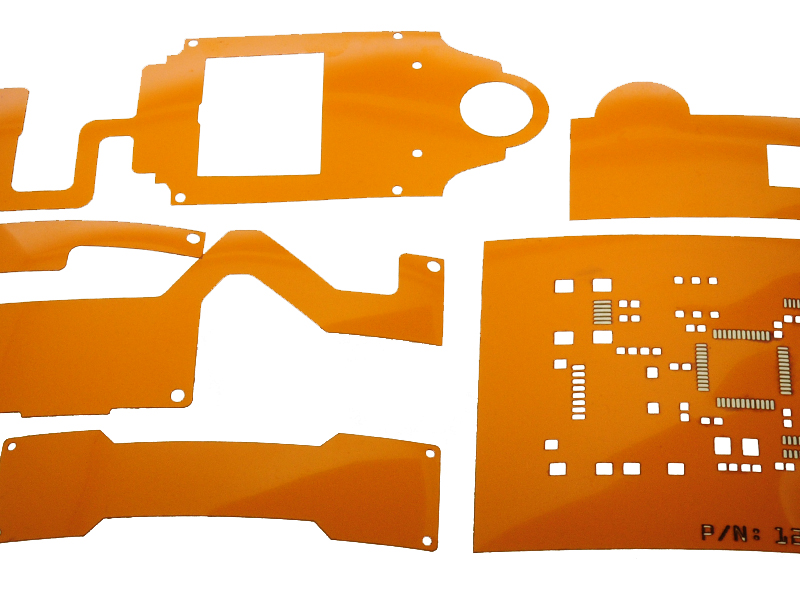
Combined Processes
|
|
Multiple processes can be applied to polyimide films without having to move or re-fixture the material. The example image demonstrates how processes can be combined to cut square and round shapes and mark fine detail with Kapton polyimide film and DLMP technology.
|
|
|
Environmental, Health and Safety Considerations
Laser material interactions almost always create gaseous effluent and/or particles. Processing all-polyimide Kapton (Cirlex, H type) with a CO
2
laser generates vapors primarily containing carbon monoxide with trace amounts of carbonyl, nitrile, and alkyne groups. The solid black residue deposited during cutting and marking are likely generated by the complete carbonization of the polymer. The effluent from processing Kapton polyimide film should be routed to the exterior environment. Alternatively, it may be treated with a filtration system first and then routed to an exterior environment. Polyimides do not readily combust. However, laser processing should always be supervised.